Kako Preša za kalupljenje RTM Poboljšava učinkovitost i preciznost proizvodnje kompozita
Resin Transfer Molding RTM preše za kalupljenje igraju ključnu ulogu u unapređenju moderne proizvodnje kompozita. Kombinacijom kontroliranog ubrizgavanja smole i zatvorenog kalupnog oblikovanja pod pritiskom, RTM preše za kalupljenje značajno poboljšavaju učinkovitost proizvodnje i kvalitetu dijelova.
1. Brži proizvodni ciklusi
RTM preše za kalupljenje omogućuju istovremeno ubrizgavanje smole i stvrdnjavanje unutar zatvorenog kalupa, što skraćuje vrijeme ciklusa u usporedbi s tradicionalnim ručnim polaganjem ili procesima potpomognutim vakuumom. Automatska kontrola preše osigurava dosljedan pritisak stezanja, omogućavajući brže stvrdnjavanje i veću propusnost za srednje do velike količine proizvodnje.
2. Veća dimenzionalna preciznost
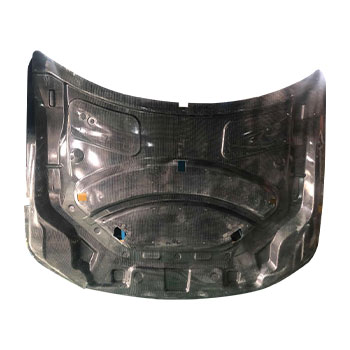
Budući da RTM koristi krute usklađene kalupe i kontrolirani pritisak, dobiveni kompozitni dijelovi pokazuju izvrsnu dimenzijsku točnost i ponovljivost. Preša održava ravnomjerno zatvaranje kalupa, sprječava deformacije i osigurava da svaki dio odgovara točnim tolerancijama, kritičnim za automobilske, zrakoplovne i industrijske komponente.
3. Poboljšano vlaženje vlakana i distribucija smole
RTM preše za kalupljenje stvaraju stabilne uvjete tlaka koji potiču ravnomjeran protok smole kroz predformu vlakana. Ovo smanjuje suhe mrlje, šupljine i neravnomjernu zasićenost, što dovodi do jačih, pouzdanijih mehaničkih svojstava. Konzistentna distribucija smole ključna je za strukturne primjene kompozita.
4. Poboljšana kvaliteta površine
Obrada zatvorenog kalupa proizvodi glatke, gotovo neto površine na obje strane komponente. Time se smanjuju ili eliminiraju sekundarne završne operacije kao što su brušenje ili premazivanje, smanjujući troškove rada i poboljšavajući ukupnu učinkovitost proizvodnje.
5. Smanjeni materijalni otpad
Proces kontroliranog ubrizgavanja smanjuje prekomjernu upotrebu smole, a zatvoreni kalup za zadržavanje sprječava prelijevanje ili prolijevanje. Time se smanjuje materijalni otpad, povećava troškovna učinkovitost i podupiru održivije proizvodne prakse.
6. Kompatibilnost s automatizacijom
Moderne RTM preše za kalupljenje lako se integriraju s automatiziranim sustavima punjenja, robotskim rukovanjem i nadzorom procesa stvrdnjavanja. To povećava dosljednost proizvodnje, smanjuje ovisnost o radnoj snazi i omogućuje proizvođačima skaliranje operacija s minimalnom pogreškom.
7. Bolja konstrukcijska izvedba dijelova
Zahvaljujući kontroliranom poravnanju vlakana, protoku smole i tlaku stvrdnjavanja, komponente proizvedene korištenjem RTM preša daju superiorne omjere čvrstoće i težine i pouzdaniju izvedbu pod stresom, idealne za kompozitne primjene visokih performansi.
RTM preše za kalupljenje značajno poboljšavaju proizvodnju kompozita davanjem kraćih vremena ciklusa, poboljšane preciznosti dimenzija i dosljednijih svojstava materijala. Njihova sposobnost integracije s automatizacijom i smanjenje rasipanja materijala čini RTM preferiranim rješenjem za industrije koje traže visokokvalitetnu, skalabilnu proizvodnju kompozita.
Usporedba RTM preše za oblikovanje s tradicionalnim metodama oblikovanja kompozita: prednosti i mane
Resin Transfer Molding RTM preše za kalupljenje postale su sve važnija tehnologija u modernoj proizvodnji kompozita. U usporedbi s tradicionalnim metodama oblikovanja kao što su ručno postavljanje, vakuumska infuzija i kompresijsko oblikovanje, RTM nudi jasne prednosti u učinkovitosti, ponovljivosti i performansama proizvoda.
Kao profesionalni proizvođač nemetalnih hidrauličnih preša, PHP (Pengda Hydraulic Press) fokusiran je na tehnološke inovacije, sustave za uštedu energije i dizajn opreme visoke stabilnosti. Njegove servo kompozitne hidrauličke preše podržavaju višestruke napredne procese kalupljenja, uključujući SMC, LFT D, GMT, HP RTM, STM i visokotemperaturno oblikovanje od karbonskih vlakana. Ovo pruža snažnu inženjersku podršku za industrije kao što su nova energetska vozila, zrakoplovstvo, željeznički prijevoz, niskonaponski električni uređaji i urbana gradnja.
1. Pregled načela oblikovanja
Preša za kalupljenje RTM
Koristi usklađene krute kalupe i kontrolirani tlak ubrizgavanja za ulivanje smole u predformu. Prikladno za srednje do velike volumene, strukturno zahtjevne kompozitne dijelove.
Tradicionalne metode oblikovanja kompozita
Uključuje procese ručnog postavljanja, vakuumske infuzije, kompresijskog kalupljenja i otvorenog kalupa. Svaka metoda razlikuje se u cijeni, preciznosti i brzini proizvodnje.
2. Prednosti RTM preše za kalupljenje
Veća točnost dimenzija
RTM koristi zatvorene metalne kalupe i pritisak, osiguravajući konzistentnu debljinu, bolju distribuciju smole vlakana i ponovljive tolerancije.
Poboljšana učinkovitost
Istodobno ubrizgavanje smole i stvrdnjavanje unutar preše značajno skraćuje vrijeme ciklusa u usporedbi s ručnim ili samo vakuumskim procesima.
Čistač, okruženje zatvorenog kalupa
Nema otvorenih površina znači smanjene emisije, poboljšanu čistoću radnog mjesta i kvalitetnije površine s obje strane komponente.
Strukturna izvedba
RTM omogućuje dublje prodiranje smole, manji sadržaj šupljina i ravnomjernije vlaženje vlakana, što rezultira jačim i lakšim dijelovima.
Kompatibilnost s automatizacijom
Sustavi kontrole tlaka, tehnologija servo pogona i automatizirana rješenja za utovar čine RTM prikladnijim za modernu proizvodnju velikih količina.
3. Ograničenja RTM preše za kalupljenje
Veći početni trošak
Ulaganje u opremu i kalup veće je od tradicionalnog ručnog postavljanja ili vakuumske infuzije.
Složeniji inženjering
Zahtijeva preciznu kontrolu parametara ubrizgavanja, viskoznosti smole, brtvljenja kalupa i postavki pritiska preše.
Nije idealno za vrlo velike prilagođene dijelove
Metode otvorenog kalupa ili vakuumske infuzije mogu biti prikladnije za prevelike komponente malog volumena.
4. Sažetak za i protiv
Preša za kalupljenje RTM
Prednosti: Visoka preciznost, nizak sadržaj šupljina, izvrsna završna obrada površine, kratki proizvodni ciklusi, pogodno za masovnu proizvodnju, stabilno i čisto okruženje zatvorenog kalupa, prilagođeno automatizaciji.
Protiv: Veći troškovi opreme i kalupa zahtijevaju vješto inženjersko postavljanje, manje ekonomično za vrlo velike dijelove male zapremine.
Tradicionalne metode oblikovanja
Prednosti: Niži troškovi za malu proizvodnju, fleksibilan za velike dijelove, prilagođene ili prototipove, jednostavno postavljanje i alat.
Protiv: Radno intenzivan, manja ponovljivost dimenzija, više otpada od materijala, dulji proizvodni ciklusi, ograničeni potencijal automatizacije.
5. Tipični pregled parametara za RTM prešu za kalupljenje
(Opća tablica za industrijsku referencu; nije specifično ni za jedan model)
| Parametar | Tipični raspon |
| Kapacitet tiska | 100-3000 tona |
| Dnevno svjetlo | 600–2500 mm |
| Moždani udar | 400–1600 mm |
| Veličina radnog stola | 800×800 mm do 3000×3000 mm |
| Metoda grijanja | Grijanje na struju, ulje ili paru |
| Raspon temperature | Do 350 stupnjeva |
| Kontrola tlaka | Servo zatvorena petlja, visoko precizna kontrola |
| Tlak ubrizgavanja smole | 5–150 bara ovisno o primjeni |
| Mogućnosti automatizacije | Robotski utovar, postavljanje preforme, podrezivanje |
RTM preše za oblikovanje nude značajna poboljšanja u učinkovitosti, ponovljivosti i strukturnoj izvedbi u usporedbi s tradicionalnim metodama oblikovanja kompozita. Iako je početno ulaganje veće, RTM pruža dugoročne prednosti za masovnu proizvodnju, napredne kompozitne primjene i industrije koje zahtijevaju jake, lagane i dimenzionalno točne komponente.
S gotovo dva desetljeća specijalizacije u nemetalnim hidrauličkim prešama, PHP (Pengda Hydraulic Press) nastavlja isporučivati stabilna, energetski učinkovita i pouzdana rješenja koja podržavaju rastuće potrebe za proizvodnjom kompozita na globalnim tržištima.

























 2026/08/06
2026/08/06
